


After encountering issues with my first home freeze dryer (FD), I became curious about the design concept behind the Harvest Right FD system. To better understand it, I reached out to a friend who is an HVAC engineer, and together we analyzed the unit in detail. What we found was both fascinating and concerning.
A Mismatched Design
The Harvest Right FD employs an R404A compressor but uses R410A refrigerant—an unconventional design choice. R404A is typically suited for low-pressure, low-temperature systems, commonly found in commercial refrigeration or deep freeze applications. However, due to its high Global Warming Potential (GWP), R404A is being phased out under international environmental regulations. While R410A is still widely used, it too is being gradually replaced by newer refrigerants with lower GWP. R410A, however, is designed primarily for higher-pressure, mid-temperature applications (e.g., air conditioning) and not for the extreme deep-freeze conditions required in freeze drying.
Ideally, to replace R404A in systems requiring deep freezing, refrigerants like R448A or R449A would be better-suited alternatives. These refrigerants are specifically engineered as lower-GWP replacements for R404A and are optimized for low-temperature systems. The choice of R410A for this application raises questions about system design and long-term reliability.
An Unnoticed Technical Challenge
Although it is technically possible to use R410A in an R404A compressor with precise engineering, this approach introduces significant challenges. R410A operates at much higher pressures and discharge temperatures than R404A, which places additional strain on the compressor. Furthermore, this mismatch requires careful optimization of the refrigeration system, including the use of polyolester (POE) oil, which is compatible with both refrigerants. However, even minor mismatches in system design can lead to cascading issues.
One critical factor is oil dynamics. POE oil is highly hygroscopic, meaning it absorbs moisture readily, which can lead to acid formation and system corrosion. Additionally, the higher pressures and flow rates associated with R410A make proper oil return more difficult, especially in complex systems like Harvest Right’s. Poor oil return can result in oil pooling in undesirable areas of the system, such as the capillary tube or evaporator coil, reducing cooling efficiency and risking long-term damage.
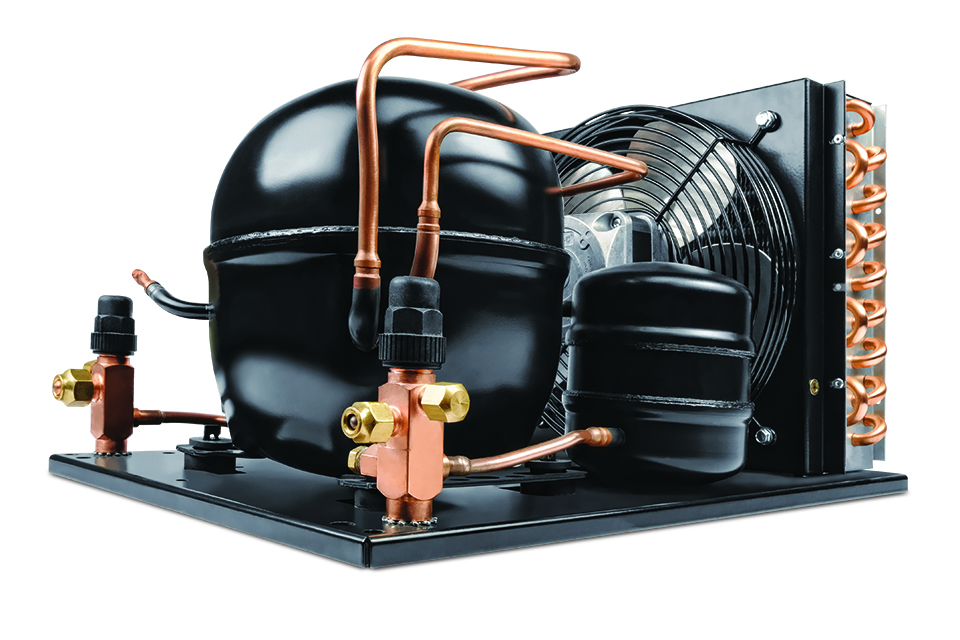
In the Harvest Right system, the evaporator coil is wrapped around the chamber like a spring, allowing it to directly cool the freeze-drying chamber. While this design ensures even cooling around the chamber, it also creates a potential for oil entrapment, especially under non-ideal operating conditions.
For instance, during transport, if the machine is tipped over (as happened with mine when a Costco employee placed it on its side during pickup), POE oil can migrate within the system. Even after standing upright for 24–48 hours, the oil may not fully return to its proper position due to the unique geometry of the evaporator coil and capillary tube. This can result in reduced heat exchange efficiency and uneven refrigerant distribution. Over time, trapped oil can degrade system performance and, in severe cases, lead to leaks in the evaporator coil or blockages in the capillary tube.
Why Did Harvest Right Choose a Mismatched Design?
The decision to use an R404A compressor with R410A refrigerant is likely driven by cost considerations and system design constraints. Home freeze dryers, especially those priced under $2000, need to balance affordability with functionality. Using an R404A compressor might have been a cost-effective choice for the manufacturer.
Another likely reason for choosing R410A is its higher vapor pressure differential and thermal properties. These characteristics may help ensure consistent refrigerant flow through the capillary tube and evaporator coil. For example, with R404A, the refrigerant might evaporate too quickly within the coil, leaving certain sections starved of refrigerant and unable to absorb heat effectively. By contrast, R410A’s higher pressure and different thermodynamic properties might mitigate this issue—but at the cost of introducing higher system pressures and more demanding oil return requirements.
Solutions and Recommendations
To address these challenges and improve system reliability, the following solutions should be considered:
1. Careful Handling During Transportation: Ensure the freeze dryer remains upright at all times to prevent oil migration within the system.
2. Switch to R448A or R449A: These refrigerants are optimized for low-temperature applications and are better suited as replacements for R404A.
3. Change POE Oil to PVE Oil: PVE (Polyvinyl Ether) oil absorbs significantly less moisture than POE oil, reducing the risk of acid formation and corrosion.mAdditionally, PVE oil offers better stability under high-pressure conditions, improving overall system performance and reliability.